1、豎窯的分類及優缺點
豎窯(又稱立窯、瓶窯)是用于鍛造耐火原料和石灰的窯爐。
(1)垂窯分類方法:
一般可根據不同的鍛料類型和燃料使用情況進行分類,也可根據不同的送風方式和機械化水平進行分類。
1)根據不同類型的鍛料可分為:
豎窯(鍛燒溫度1300-1400℃).(煅燒溫度1600-1650℃).(煅燒溫度1200-1300℃).(煅燒溫度1600-1650℃).(煅燒溫度1450-1650℃);
2)按使用燃料類型可分為:
固體燃料豎窯(焦炭.無煙煤為燃料).液體燃料豎窯(以重油為燃料).氣體燃料豎窯(焦爐氣體燃料).混合煤氣.天然氣);
3)根據不同的送風方式可分為:
強制通風垂直窯利用鼓風機將空氣鼓入窯內,加強鍛造過程。
自然通風豎窯:窯內氣體流動主要依靠豎筒本身的自然抽力。
·根據機械化程度的不同可分為:人工加料垂窯.機械化垂窯,從加料到出料完全機械化。
(2)垂直窯的優點:
設備簡單.投資少.單位成品消耗的燃料較少.成本低.單位體積利用系數大.設備本身占地面積小。缺點:窯內溫度分布不均勻,容易產生欠燒和過燒產品;使用焦炭或無煙煤作為燃料時,灰分污染產品;對內原料塊度有一定限制,碎料(0)mm)垂直窯不能用于鍛造,造成資源浪費,垂直窯生產能力小,勞動條件差。
從垂直窯的發展來看,初是人工操作,自然通風,定期加料。隨著生產技術的發展,為了提高產量.質量.改善勞動條件.提高生產效率.降低燃料消耗,逐步實現機械化通風.機械化加料和出料.水冷爐壁.密封裝置等類型的機械化豎窯,使豎窯不斷改進,以適應生產現代化。
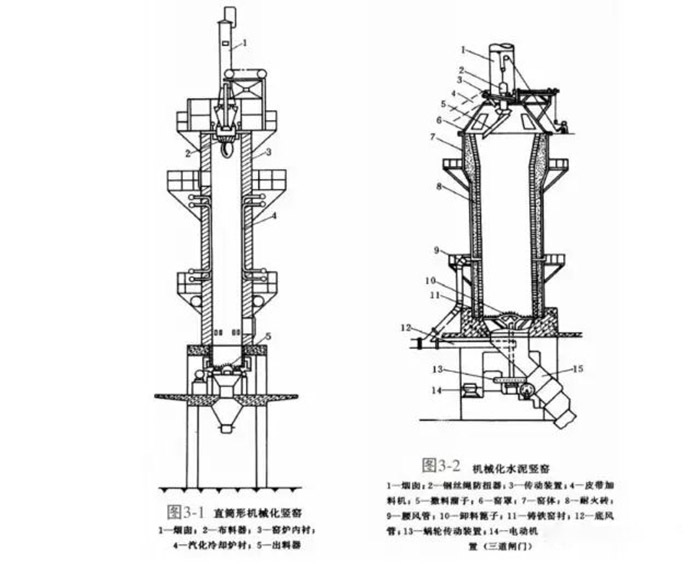
圖1:機械化垂直窯示意圖
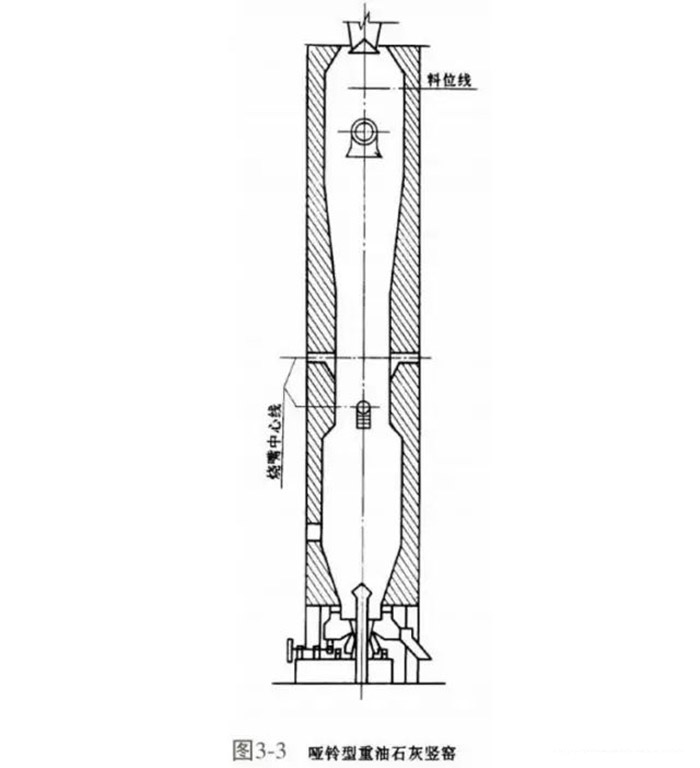
圖2:啞鈴重油石灰垂窯
2.豎窯結構.形狀
(1)豎窯結構
窯體.加料裝置.密封裝置.汽化冷卻裝置.卸料裝置及通風裝置等。
(2)窯體形狀:
無疑對窯內物料的運動和氣流在窯內的分布有重要影響。保證窯內物料的均勻下沉和使氣流沿窯截面均勻分布,是垂直窯形狀的基本要求。其形狀大致如下:
1)直筒形:即上下內徑相同的圓筒形,適用于煅燒各種耐火原料。這種垂直窯結構簡單.堅固,有利于材料順行均勻下沉,砌筑方便。但是,當材料在窯內自上而下運動時,一旦燒結,體積就會收縮,與窯壁形成環形縫隙,導致窯周圍阻力小于窯中間;同時,靠近窯襯的材料堆積密度也比中間松散,導致垂直窯同一截面通風不均勻,導致材料煅燒不均勻。
2)鍛燒帶內徑收縮的圓柱形垂直窯:為了克服上述缺點,煅燒帶內徑可以稍微收縮,從而減少材料與窯壁之間的縫隙,使氣體沿窯段均勻分布。對于使用汽化冷卻爐壁的垂直窯,周圍材料在下沉過程中也可以向內翻轉,從而改善材料的煅燒條件,減少欠燒產品。
3)啞鈴垂直窯:為擴大窯體積,常采用預熱帶和冷卻帶擴大啞鈴截面。
4)矩形垂直窯:以重油和煤氣為燃料的垂直窯。由于火焰穿透深度的限制,窯體積不宜過大。因此,大容積重油的設計.氣體和外火箱豎窯應采用矩形截面,其體積范圍:白云石.鎂石.粘土及高鋁原料豎窯容積在50以上m?;石灰豎窯容積大于1000m?。
3.豎窯各帶的作用。
(1)豎窯原料需經過三帶:預熱帶.煅燒帶.冷卻帶。
(2)預熱帶原料借助煙氣預熱;長期燃燒帶的原料通過燃料燃燒產生的熱量煅燒;在冷卻帶中煅燒的原料與膨脹的冷卻空氣進行熱交換,原料冷卻,空氣加熱后進入煅燒帶,以幫助燃燒,熱交換在預熱帶和冷卻帶上,熱得到更好的利用。因此,與其他類型的窯相比,垂直窯具有較高的熱效率。原料在窯中的停留時間具有重要意義。如果停留時間短,會影響煅燒質量;停留時間過長會降低窯產量,增加熱耗,有時會影響產品質量。因此,原料在窯中的停留時間應與窯內的傳熱情況相匹配。如果鍛造溫度適當,增加流量速度,降低原料塊度,可加快傳熱速度,縮短原料窯的停留時間,提高窯產量。
4.喇叭型垂窯窯窯窯型4。
(1)設計原則:
1)窯體上口直徑等于或略小于窯體下口直徑,有效高度12m;
2)窯體直徑基本為兩端小.中間大;
3)根據窯體有效高度合理設計預熱帶.煅燒帶.冷卻帶各帶高度;
4)高度與直徑之比建議為3.8?4.(范圍不超過42(范圍不超過42(范圍不超過42).3)。由于高徑比小,原料預熱不足,窯頂廢氣溫度過高,熱能利用率低;高徑比大,原料在窯內停留時間長,操作困難;
5)窯壁收縮率(窯壁向內傾斜)應掌握在5?6%之間,因為太小變成直筒型,太大時窯頂直徑太小;
6)窯尾收縮應在中爐條以上1.2m高處開始向下收縮,因為過高不利于落料,過低的爐條承受壓力過大,容易損壞爐條,其收縮率為25?30%;
7)設計應通過預熱有利于原材料.煅燒.冷卻三帶不紊亂,順序下沉。操作方便,三帶穩定,無事故。之后達到高品質、高產量、高產量。.低消耗的目的。
(2)12m豎窯各部分主要尺寸:
1)窯體有效高度12)m,中爐條上1.2m處直徑為2.8?3m。窯底直徑為2.5?2.6m,窯頂直徑為1.6?1.8m,窯壁向內傾斜為5?6%。
2)窯壁厚度:由窯襯和隔熱層組成。窯襯用耐火磚砌筑時厚度為0.35m。窗襯與隔熱層厚度之和不小于1.1?1.2m。
3)出料口:高2.2m,寬1.8?2.0m。出料口前后窯壁厚度為1.2m。
4)進料口:高1.6m,寬0.8m。如果爐頂口較大,則相對開啟兩個進料口。
5)吸塵洞:與窯體縱向平行,一般在窯體后面。距窯內壁22.8m左右。下口低于下面的大爐條;上出地面2;m。底圓直徑為0.6m,上口直徑為0.5?0.4m。
6)吸熱洞:位于工房頂部,直徑0.4?0.5m,上面超過地面2m。
7)爐帽:位于窯頂,有圓形和方形兩種。以方形為例:高2.2m,內墻靠近窯壁的點為0.35m。外墻長.寬均為2.2m。其墻厚度為0.4m(或0.37m),兩對進料口或一個進料口和一個排煙口。
8)煙囪拐道:是連接煙囪和爐帽的設施,其長度取決于情況。要有一定的坡度,內部尺寸高0.8m,寬0.7m。出口高度應與煙囪下留下的口一致,距地面2.5?3m高。
9)煙囪:高度為窯體有效高度1.5?兩倍。外壁向內傾斜3%。煙囪出口內徑不小于0。.8-1m。
5、豎窯的高徑比
窯的內徑是基于煅燒原料的性質.鍛燒溫度高低.煅燒操作的靈活性是由其他因素決定的。窯內徑大,產量高。然而,內徑過大,在整個窯體的橫截面上很難一致地透氣.煅燒均勻,窯內煅燒不易掌握。一般來說,鍛造溫度是根據原料的性質要求的.高徑比由各種因素決定,如產量要求和能耗。
所謂高直徑比是指窯體的有效高度與窯體內徑之比。如果高直徑比過大,則意味著窯體過長,會增加空氣通過材料層的流體阻力;如果高直徑比太小,窯體太短,熱交換太晚。因此,不適當的高直徑比,無論是太大還是太小,都會影響產品質量.產量和燃料消耗。
目前,河南省明礬土立窯的高徑比一般為3.8?4.2,不能超過4.3.對于煅燒耐火原料,高徑比可達上限4.2、對于煅燒研磨級原料,高徑比可取下限3.8。
6.垂直窯內物料的運動模式
(1)在垂直窯中,材料和氣流向相反方向移動。材料在垂直窯中移動有兩個原因:一是煅燒過程中材料收縮引起的上部材料(預熱帶和鍛造燃燒帶);二是下部材料的卸載導致整個窯材料的運動。因此,預熱帶上層的材料包括所有收縮運動和排放運動(而冷卻帶幾乎只有排放運動)。混合窯應包括燃料燃燒引起的收縮運動。
(2)垂直窯內的空氣從窯底膨脹或吸入,煙氣通過煙囪從上部排出。氣體通過散料層時,阻力損失很大。因此,研究垂直窯的氣體運動,以確保煅燒帶燃料燃燒所需的空氣供應.合理分布窯面氣體.減少氣體流動過程中的阻力損失.保證垂窯產量.質量等方面都是有意義的。
1)垂直窯生產與鼓風條件之間的關系:當垂直窯段固定時,如果氣流增加,氣流速度加快;隨著空氣量的增加,燃料燃燒速度加快;同時,氣流和材料之間的對流熱交換增加,從而加材料預熱.窯爐在煅燒和冷卻過程中的產量.可以提高煅燒材料的質量。垂直窯一般采用高壓離心鼓風機或羅茨鼓風機。為了降低功耗,在實際操作中應確定更經濟合理的氣流速度。
2)垂直窯段上的氣流分布:由于窯內材料的積累方式不同,在氣體流動過程中會明顯影響阻力損失。在窯壁附近,材料堆積與窯壁之間的孔隙率大于材料之間的孔隙率。此外,材料收縮導致環形間隙,使氣流更容易通過周圍,即在窯的同一部分,周圍氣流的分布大于中心。由于氣流分布不均勻,窯同一部分的材料煅燒不均勻,這種現象被稱為窯壁效應。由于截面上的氣流分布不均勻,影響垂直窯內鍛造帶材料的位置和形狀。
例如,對于固體燃料的混合材料,由于氣流容易通過周圍區域,周圍燃料點燃較早,燃燒速度較快;由于流體阻力大,中心氣流不易通過,需要較晚點燃,燃燒過程也較慢,從而形成“碗狀”煅燒帶。隨著鼓風壓力的增加,空氣供應充足,整個煅燒帶會向上移動,相應縮短;但是,它周圍的火還是比中心快,所以還是“碗狀”。如果窯內阻力大,鼓風壓力低,空氣供應不足,煅燒帶向下移動,拉長。這不僅降低了煅燒溫度,而且縮短了冷卻帶,影響了材料的煅燒和冷卻。
為了克服上述現象,應增加周圍流體的阻力,平衡窯段的通風。因此,有必要進行合理的布料,即將碎料分布在周圍,以增加阻力,并減少周圍的燃料量以降低溫度。
為了保證窯內氣體的正常流動,保持鍛造燃燒帶所需的空氣量,可采用三種不同的通風方式:一種是壓入通風,即風機從窯底鼓入空氣,在窯內形成正壓;第二種是從窯頂抽出通風,在窯內形成負壓;第三種是平衡通風,即從窯底抽風,從窯頂抽風,在窯內形成既有正壓區又有負壓區,在窯內一定高度形成零壓面壓力系統。一般來說,機械化垂直窯采用通風形式,而自然通風垂直窯是第二種方式。
7.在垂直窯中燃燒固體燃料的方法
在垂直窯中,除原料燒結外,燃料燃燒釋放的熱量是窯襯里散熱,煙氣帶走熱量,導致垂直窯熱效率低(約50%)。
垂直窯中的燃料是固體.液體.氣體三者均可。天然氣。.重油常用于高煅燒溫度的白云石或鎂砂立窯;爐煤氣可用于低煅燒溫度的石灰或粘土立窯。但目前,固體燃料(煤和焦炭)被廣泛使用。
(1)垂直窯內固體燃料的燃燒方法分為窯內燃燒和窯外燃燒室燃燒兩種。前者可分為燃料和原材料分層裝載和混合裝載。
(2)外火箱燃燒方式:主要適用于低溫粘土垂直窯。其優點是煤中的灰分不會污染原料,熟料的純度較高,特別是對于灰分較多的煤。當燃料添加到垂直窯中燃燒時,它會同時將熱量傳遞給原材料,從而快速傳遞熱量.產量高.煤耗低.設備也比較簡單。但是這種燃燒方式對燃料有一定的要求:
1)煤灰含量應小于20%。灰分過高,一方面降低了熱值.污染原料.影響熟料的純度;同時,很容易造成窯.結瘤現象。對鎂砂.白云石質熟料要求燃料灰分低于13%。
2)煤的粒度控制非常重要,影響燃料燃燒速度和燃燒帶的厚度。為了確保原材料在鍛造和燃燒過程中有足夠的時間,煤的粒度應與原材料的粒度(塊)成一定的比例。煤粒太小,燃燒時高溫帶過于集中,高溫帶較短,高溫帶原材料的鍛造和燃燒時間較短,原材料的物理和化學變化太晚,影響熟料的質量。同時,煅燒帶縮短,預熱帶相對增長,煅燒帶產生CO預熱帶時還原為CO比例增加,導致熱耗增加。如果煤粒過大,燃燒速度會減慢,煅燒帶拉長,火力不集中,冷卻帶會相應縮短,導致煅燒和冷卻原料質量差。
入窯燃料粒度要求:對于白云石.鎂砂垂直窯,易燒結原料,燃料粒度25?40mm;難燒結原料,燃料粒度40?70mm或25?40mm。石灰垂直窯:原料粒度30?70mm,燃料粒度13?25mm或25?40mm;原料粒度70?75mm,燃料粒度25?40mm。
3)為了防止熱損失過大,燃料的揮發分應小于7%。
燃料在外部燃燒室內燃燒,燃燒產生的煙氣通過窯壁火孔進入窯內。這種窯爐可以使用揮發性含量高的燃料。燃料灰分對原料的粘性也比混合垂直窯輕,因此這種垂直窯采用了廣泛的燃料類型,也可以使用劣質煤。然而,由于燃燒室中的一些熱量損失,其燃料消耗量高于混合垂直窯。此外,原料煅燒不夠均勻,窯的中心部分容易出現原料現象。為了克服這一現象,外部燃燒室的垂直窯一般形成一個矩形截面,根據煙氣的滲透深度確定矩形截面的寬度,以確保沿截面的均勻煅燒。





 掃一掃 微信二維碼
掃一掃 微信二維碼





